�õ�Ƭ1
�� ��
�õ�Ƭ2
���Ӹ���
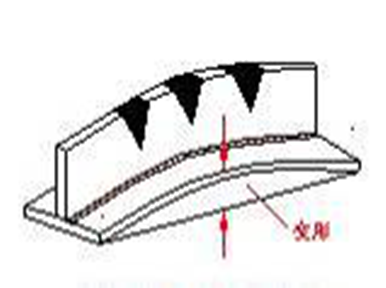
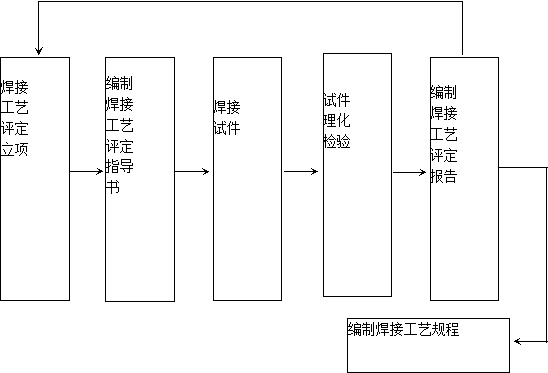
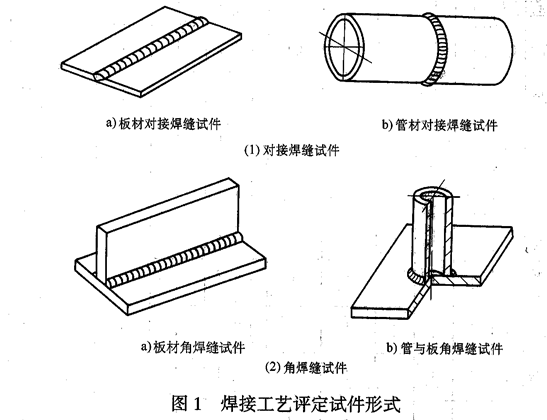
�������ִ���ҵ�����о���ʮ����Ҫ�����ã���������ͽṹ���ӵػ�������ʱ��������Խ����Ϊ�������û���ΪС��������Ϊ�ط��������ϣ�Ȼ�������װ�亸�ӵط���ƴС�ɴ������������շ������������ġ�


�����豸���̼�������
�õ�Ƭ3
ˮ��ں���

�����豸���̼�������
�õ�Ƭ4
��������

�����豸���̼�������
�õ�Ƭ5
�����������ֳ�

�����豸���̼�������
�õ�Ƭ6
�촬��ҵ���Զ�������

�����豸���̼�������
�õ�Ƭ7
ˮ�º���

�����豸���̼�������
�õ�Ƭ8
�����������ĺ��ӽṹ



 �õ�Ƭ9
�õ�Ƭ9
�����������ĺ��ӽṹ
l �ṹ�ø�����Լ53000�֣��漰Q345C��Q345D��Q345GJC��Q345GJD��Q460E��GS-20Mn5V6�����֡�
l ���õĸְ����ȴ���42mm��ռ���ø�����24������12800�֣�����110mm��ְ�Ϊ���ڽ����ø����״β��õ�Q460E��
l ���Ҫ��ȫ������Ϊȫ��һ�����죬������ܳ�������31���ס��ֳ����쳬��6���ף������Ǻ��죩��100%������̽�ˡ�
l �ݲ���ȫͳ�ƣ��������������ĵĺ���2100������
�õ�Ƭ10
�����ص��Ӧ��
���ӵ���Ҫ�ص��ǣ�
��1����ʡ���ϣ�����������
��2����������ʹ�����������죻
��3����Ӧ�Ժã���ʵ������ṹ��������
��4��������������Ҫ��ʵ�ֲ�ͬ���ϼ����
�ӳ��ͣ�
��5�������Ͷ�ǿ�ȣ������Ͷ�������
���ӷ�����Ӧ�ã�
��1����������ṹ������ѹ�豸��
��2���������������ߣ�
��3������
�����豸���̼�������
�õ�Ƭ11
���Ӹ���
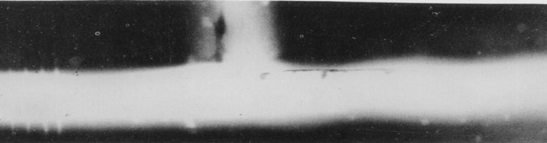
�����ڳ�ѹ�������豸������Ҳռ����Ҫ�ĵ�λ�����������Գ�ѹ�������豸�IJ�Ʒ������ʹ�ð�ȫ�ɿ�����ֱ��Ӱ�졣�����ѹ�������豸�¹�Դ�ں���ȱ�ݣ���ˣ��Գ�ѹ�������豸��������Ա��˵�����պ���֪ʶ�Ƿdz���Ҫ�ġ�

��������ǧ�ּ����ں�280mm�Ĵ����ȱڼ��ⷴӦ��
�����豸���̼�������
�õ�Ƭ12
l ��ѹ�������豸���ú��ӷ���
l ���ӽ�ͷ
l ����Ӧ�������
l ��ѹ�������豸���øֲĵĺ���
l ����ȱ�ݼ�������
�����豸���̼�������
�õ�Ƭ13
���Ӷ���
1 ���Ӷ���
������ͨ�����Ȼ��ѹ�������߲��ã������û��������ϣ�ʹ�����ﵽԭ�Ӽ��ϵ�һ�ַ�����
��1���ۻ��� ��������ĸ�Ľ����ۻ����γɺ���ĺ��ӷ�����Ϊ�ۺ���
��2��ѹ���� ���ӹ����У�����Ժ���ʩ��ѹ�������Ȼ���ȣ�������ɺ��ӵķ�����Ϊѹ����
��3��ǥ�� ǥ����Ӳǥ������ǥ�����ܳơ����ñ�ĸ�Ľ����۵�͵Ľ���������ǥ�ϣ���������ǥ�ϼ��ȵ�����ǥ���۵㡢����ĸ���ܻ��¶ȣ�����Һ̬ǥ����ʪĸ�ģ�����ͷ��϶����ĸ�����ɢʵ�����Ӻ����ķ�����
�����豸���̼�������
�õ�Ƭ14
���ӷ���
�����豸���̼�������
�õ�Ƭ15
2. �ۺ�ԭ��������
l �ۺ��ı��ʼ��ص�
l ���� �D �ۻ� �D ұ��Ӧ �D �ᾧ���� �D ��̬��� �D �γɽ�ͷ
l �ۻ����ı�����С�۳����������죬�ǽ����ۻ���ᾧ�Ĺ��̡�
l �۳ش���ʱ��̣��¶ȸߣ�ұ����̽��в���֣��������أ���Ӱ������
��ȴ�ٶȿ죬�ᾧ�������ɴִ����״����
�����豸���̼�������
�õ�Ƭ16
�ۻ�������Ҫ��
l ��Դ
l ����Ҫ���У��¶�Ҫ�ߡ��Ա�֤���������ۻ�����С��Ӱ����������Ҫ�����Դ�е绡�������ӻ��������ȡ��������ͼ��⡣
l �۳صı���
l ����������������������-�����ϱ������Է�ֹ��������������������������ף����۳ع��ɺϽ�Ԫ�ء�
l ������
��֤�����������������������ĺϽ�Ԫ�أ����ﵽ��ѧ���ܺ��������ܵ�Ҫ����Ҫ�к�о�ͺ�˿��
�����豸���̼�������
�õ�Ƭ17
��ѹ�������豸���õĺ��ӷ���
l �ֹ��绡����SMAW��
l ���Զ���(SAW)
l 벻���(���ۻ���TIG,�ۻ���MIG)
l ������̼���屣����(GMAW)
l �����ӻ���(PAW)
������(ESW)
�����豸���̼�������
�õ�Ƭ18
�ֹ��绡��
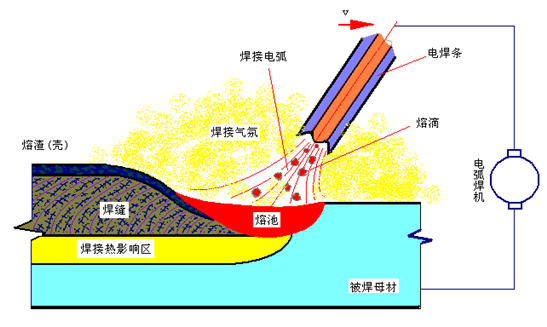
�ֹ��绡�������ú����빤��֮��ĵ绡�ȣ��������Ͳ��ֹ����ۻ����γɺ���ĺ��ӷ���
�绡���������ֲ��������� 43����������21����������36��
�����豸���̼�������
�õ�Ƭ19
�ֹ��绡�����ص�
�ֹ��绡�������豸���������ɱ��͵��ŵ㣬�Һ����Ժã��Ժ��ӽ�ͷ��װ��ߴ�������Ҫ���ڸ��������½��и���λ�õĺ��ӣ����ڶ��ֲָĺ���ɫ��������������Ӧ�����ĺ��ӷ�����

�ֹ��绡��ʱ��ǿ�һ�����̳���Ⱦ���������������ȶ�������̶���������������Ȳ������Ͷ�������Ͷ�ǿ�ȴ������ʵͣ��Թ��˼���ˮƽҪ��ϸߡ�
�����豸���̼�������
�õ�Ƭ20
�ֹ��绡���豸
һ�� �����绡����Դ
1.�ֹ��绡����Դ����Ҫ��
�ֹ��绡����ԴӦ�����ʵ��Ŀ��ص�ѹ�ͽϸߵ�������ѹ����������������֤��ȫ�����绡�ȶ�ȼ��ʱ�����ӵ������绡��ѹӦ�����½�����Ӧ��֤�����뺸����·ʱ����·������Ӧ̫��ͬʱ���ӵ���Ӧ�������ڣ�����Ӧ��ͬ�ĺ�����������Ҫ��
2.��Դ������
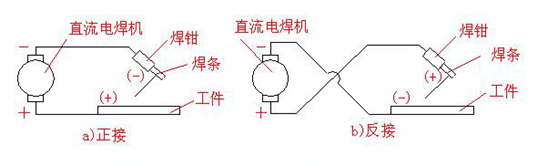
���õ��ֹ�������Դ��������������ͷ�Ϊֱ���纸���ͽ����纸��
�����豸���̼�������
�õ�Ƭ21
�ֹ��绡��

2.��Դ����
��1������������
����һ������Ľ�ѹ��ѹ�������нṹ������С���ɱ��ͣ�Ч�ʸߣ�ʹ�ú�ά��������ŵ㣬���ֹ��绡����Ӧ����㷺��һ�ֹ����豸��������ע�⣺�����������绡�ȶ��Խϲ
�����豸���̼�������
�õ�Ƭ22
�ֹ��绡��
��2��ֱ��������
1����תʽֱ���纸������һ̨�����Ӧ�綯����һֱ̨�������������ɡ����ӵ������ڽϴ�Χ�ھ��ȵ��������㺸�ӹ��յ�Ҫ��
2��������ʽֱ���纸��:����ù�����Ԫ��������תʽֱ���纸����Ⱦ�������С��Ч�ʸߣ������٣��ɱ��͵��ŵ㣬��������תʽֱ���纸��


�����豸���̼�������
�õ�Ƭ23
�ֹ��绡��
ֱ���纸�����ص���ֱ���绡ȼ���ȶ���������С��������ʱ��ѡ�á��ں��ӺϽ�֡�����ֵȲ��ʹ���ʱ��Ҳ��ѡ��ֱ����Դ��
ֱ����Դ���ݽӹ����缫�IJ�ͬ����Ϊ���Ӻͷ������ֽӷ���ֱ��������ָ�����������������Ӹ�������塢���Ժ�������ֱ��������ָ�����Ӹ��������������������塢���Ե��⺸�����ͺϽ�ֺ����Ͻ𣩡�
�����豸���̼�������
�õ�Ƭ24
��.����
1.����
������Ϳ��ҩƤ�Ĺ��ֹ��绡���õ��ۻ��缫����ҩƤ�ͺ�о��������ɡ�
2.��о�������б�ҩƤ�����Ľ���о
���ã�1����Ϊ���ӹ��̵ĵ缫�������绡
��2���ۻ���Ϊ�����������ۻ���ĸ�Ĺ�ͬ�γɺ������
3.ҩƤ��ѹͿ�ں�о�����Ϳ�ϲ�
���ã��ں��ӹ������������𱣻����ã���ֹ�������뺸�죻ͬʱ����ұ�����ã��������������������Ͻ�ȣ��������Ȼ������������ã��Ա�֤�����������õĹ������ܣ��γ����۵ĺ��졣
��
�����豸���̼�������
�õ�Ƭ25
�ֹ��绡��
l 4. �����ķ���
l (1)�����������Ļ�ѧ���ʷ�Ϊ������
l ���Ժ��� ����������(�������<1.5)��ҩƤ�к�����SiO2��TiO2��FeO ��MnO�����������
l �ŵ㣺���������������ã��������ۣ��ر��Ƕ��⡢�͡�ˮ�ֵȵ����жȲ�����������ǿ��
l ȱ��:�����������ѧ���ܣ��ر��dz�����Խϵͣ������Խϲ
l ���Ժ��� �����ʼ���(�������>1.5) ��ҩƤ����Ҫ�ɷ�ΪCaCO3��CaF2��CaSiO3��MgCO3�ȼ��������
l �ŵ㣺�������ܺã��ر��dz���ͶȽϸߡ���ѹ�������豸�����й㷺ʹ�ü��Ժ���
ȱ�㣺���⡢�͡�ˮ�ֽ����У����ײ�������ȱ�ݣ��绡�ȶ��Բ�����Բ��ã���������
�����豸���̼�������
�õ�Ƭ26
�ֹ��绡��
(2)��������;�ɷ�Ϊʮһ����
̼�ֺ������ͺϽ�ֺ�������������ȸֺ��������¸ֺ���������ֺ������Ѻ������������������������Ͻ�����ͭ��ͭ�Ͻ������������Ͻ�����������;������
�����豸���̼�������
�õ�Ƭ27
�ֹ��绡��
5.�����ͺ�
�ɹ��ұ��ֱ�涨���ຸ�����ͺű��Ʒ���������涨̼�ֺ����ͺ�Ϊ��E������������
���У���ĸ��E����ʾ������
ǰ��λ���ֱ�ʾ�۷��������ǿ�ȵ���Сֵ��
����λ���ֱ�ʾ����λ�ã���0������1����ʾ����������ȫλ�ã�ƽ�����������Ẹ�����������ӣ���2��Ϊƽ����ƽ�Ǻ�����4����ʾ��������������������
����λ�͵���λ�������ʱ��ʾ���ӵ������༰ҩƤ���͡�
�ڵ���λ���ֺ�"R"��ʾ����������������"M"��ʾ����������ѧ����������涨�ĺ���������"-1"��ʾ�������������涨�ĺ�����
�����豸���̼�������
�õ�Ƭ28
�ֹ��绡��
l 6.������ѡ��
l ��1����ǿ�ȵȼ��ͻ�ѧ�ɷ�ѡ��
l ����һ��ṹ�����̼�֡��ͺϽ�ֽṹ��ʱ��һ��ѡ�뺸��ǿ�ȵȼ���ͬ�ĺ������������ǻ�ѧ�ɷ���ͬ�������
l �������ֽṹ��ʱ����ǿ�ȵȼ��͵ĸ���ѡ�ú�����
l �����������ܸ��֣��粻��֡����ȸ�ʱ��Ӧѡ���뺸����ѧ�ɷ���ͬ����������ֺ�����
l ����̼���������������ϴ�ʱ��Ӧѡ�ü��Ժ�����
��������̼�ֻ�Ͻ��ʱ����Ϊ̼�ͺϽ�Ԫ�ص����������ϸߣ����Ҷ���������ȡ��նȽϴ���״���ӣ���һ��ѡ�ü��Ժ�����
�����豸���̼�������
�õ�Ƭ29
�ֹ��绡��
l ��2���������Ĺ�������ѡ�ú���
l ���ӳ��ܶ��ء������غɼ�����غɵĽṹ��ʱ��Ӧѡ�ü��Ժ�����
l ���ӳ��ܾ��صĽṹ��ʱ��Ӧѡ�����Ժ�����
l ���ӱ�������͡��⡢�۵����������Ľṹ��ʱ��Ӧѡ�����Ժ�����
�������������������ڸ�ʴ���ʡ����µ������¹����Ľṹ��ʱ��Ӧѡ��������;������
�����豸���̼�������
�õ�Ƭ30
�ֹ��绡��
l ��3����������״���նȼ�����λ��ѡ�ú���
l ��ȡ��նȴ���״���ӵĽṹ����Ӧѡ�ü��Ժ�����
l ��ȡ��նȲ�����״һ�㣬�����Ǿ��ɲ���ƽ���ṹ����Ӧѡ���ʵ������Ժ�����
��ƽ���⣬�������Ẹ�������Ⱥ���λ�õĽṹ��Ӧѡ��ȫλ�ú�����
�����豸���̼�������
�õ�Ƭ31
�ֹ��绡��
�ġ��ֹ��绡�����ӹ��չ淶
���ӹ淶��Ӱ�캸�������ͺ��������ʵĸ������ӹ��ղ������ܳơ��ֹ��绡��ʱ�����ӹ淶��Ҫ�������ӵ������绡��ѹ�����������ֱ������������ͼ��ԡ������ٶȡ����Ӳ����ȡ�
���к��ӵ�����ҪӰ�캸�������绡��ѹ��ҪӰ�캸����ۻ����ȡ�
�����豸���̼�������
�õ�Ƭ32
��
1.����
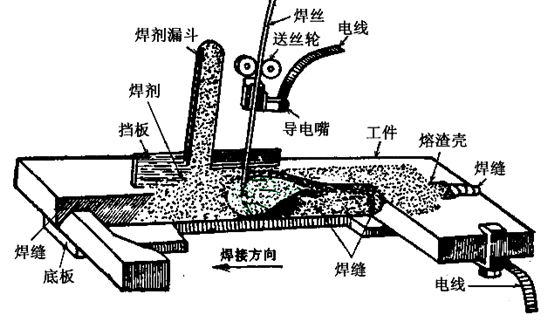
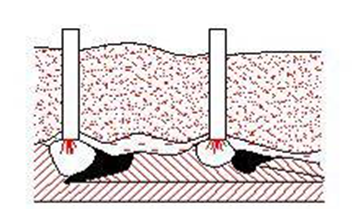
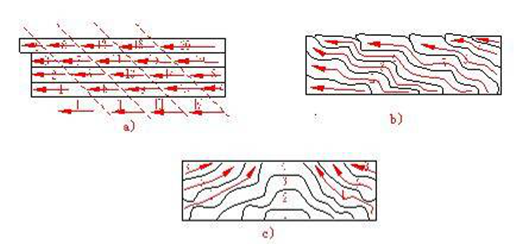
���Զ���������ר�ŵĻ�е�豸�Զ�����ֹ��绡���е���ȼ�绡���ͽ������Լ��ƶ��绡�Ⱥ��Ӷ�������ʹ�绡�ڽϺ���ȼ�յ��ۻ�����
2.���ӹ���
����ͼ��ʾ�����ĺ��ӹ��̿ɸ���Ϊ���Զ���˿�������������Զ����ϣ����������˶����绡�ں�����ȼ�ա�
�����豸���̼�������
�õ�Ƭ33
��
���Զ����ӹ��̣���������ͼ��
�����豸���̼�������
�õ�Ƭ34
��˿�뺸��
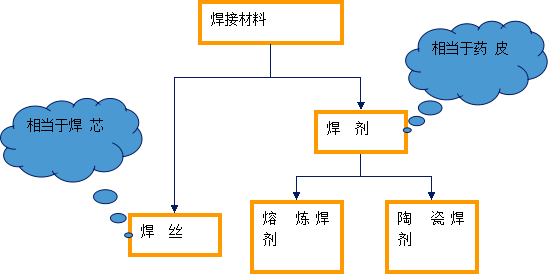
����������������¯���Ʊ����ɷ־��ȣ����ڴ���������
�մɺ��������÷�ĩұ�����Ʊ�������ǿ�ȵ͡�
�����豸���̼�������
�õ�Ƭ35
��
���Զ������ص�
1���������������ȶ���
2�������ʡ���Ӳ��ϣ�
3�����⣬�����ɽ������������٣�
4���Զ�������������Ч�ʸߡ�
5���豸�����ո��ӣ����ڳ���ֱ�ߺ����ԲͲ��
�������ݡ������������������
�����豸���̼�������
�õ�Ƭ36
��
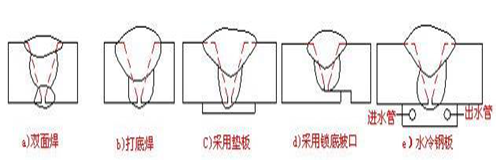
���ĺ�ǰ��
���С��14mmʱ���ɲ����¿ڣ�
���Ϊ14��22mmʱ��Ӧ��Y���¿ڣ�
���Ϊ22��50mmʱ���ɿ�˫Y�ͻ�U���¿ڡ�
Y�ͺ�˫Y���¿ڵĽǶ�Ϊ50�㡫60�㡣

�����豸���̼�������
�õ�Ƭ37
��
�����϶Ӧ���ȣ���ֱ��ʱ��Ӧ��װ�������Ϩ���壬�Է�ֹ��Ϩ��ʱ���������ס����ӡ����ס����ɵ�ȱ�ݽ��빤������֮��
�����豸���̼�������
�õ�Ƭ38
��
l ƽ��ԽӺ�
һ�����˫�溸���ɲ�����϶ֱ�ӽ���˫�溸�ӣ�Ҳ�ɲ��ô��������塣Ϊ��������ʣ�Ҳ�ɲ���ˮ��ͭ���͵װ���е��溸˫����͡�
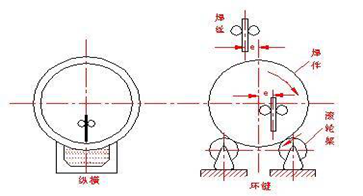
l ������
���ӻ�����ʱ����˿��Ӧ�뻷��������ƫ��һ����e���Է�ֹ�۳ؽ��������ʡ�һ��ƫ�����Ϊ20~ 40mm��ֱ��С��250mm�Ļ���һ�㲻�������Զ�����
l ��˿��
ͬʱ���������Ϻ�˿�ӣ������ٶȸߣ�������ͺá�ǰһ�绡��֤��������绡�����ۿ���ʹ�۳���״��������ͽ�Ϊ������
�����豸���̼�������
�õ�Ƭ39
��
����Ӧ��
����Ҫ����ѹ�������Ļ��캸��ֱ�캸����¯��ȴ�ڵij�ֱ���캸�ӣ�������DZͧ����ĺ��ӣ����ػ�е���г�����ұ���е����¯¯�����ĺ��ӡ�

�����豸���̼�������
�õ�Ƭ40
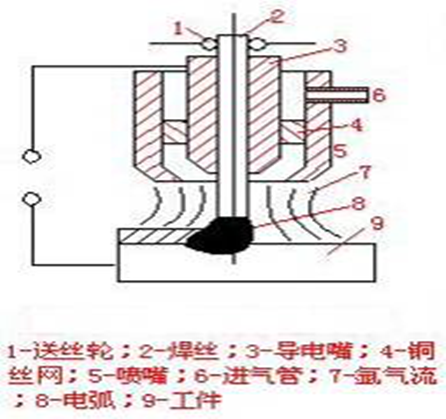
�������屣���绡��
l �����������Ϊ�绡���ʲ������绡�ͺ������ĵ绡����������屣������
l ��һ�� 벻���
l ���壺벻�����ʹ�������Ϊ������������屣������
l ���ݵ缫�Ƿ��ۻ���Ϊ���ۻ���벻������ټ�벻��������ۻ���벻���
l ע�����
l ���Ϊ�������壬�����²�����Һ̬������Ҳ�������������ѧ��Ӧ����ˣ������һ������ı������塣
l ����벻��¶ȸߣ����һ����ȼ���绡�ͺ��ȶ���
l 벻���һ��Ҫ��������ȴ�99.9%���ҹ������Ĺ�ҵ��벣��䴿�ȿɴ�99.9%����ȫ�Ϻ�벻�����Ҫ��
벻����Ժ�ǰ�ij��͡�ȥ�⡢ȥˮ��������Ҫ���ϸ���ͻ�Ӱ�캸��������
�����豸���̼�������
�õ�Ƭ41
���屣���绡��

�ټ�벻���
�����ʺϽ������Ͻ�Ϊ�����������ٺϽ��۵�ߣ������������ǿ�����������٣��ټ����������ص㣬�γɲ��ۻ���벻�����
�����豸���̼�������
�õ�Ƭ42
���屣���绡��


�����豸���̼�������
�õ�Ƭ43
���屣���绡��
l �ۻ���벻���
l �Ժ�˿Ϊһ�缫��������������Ϊ��һ�缫������������˿�۵�ͨ���ʺ�ϸ�����ġ�������ɡ������۳أ����õ����Ƚϴ������ʸߡ�
���8mm���ϵ���������Ϊʹ�绡�ȶ����ۻ���벻���ͨ������ֱ�����ӣ�����ں������������С��������顱���á�
�����豸���̼�������
�õ�Ƭ44
���屣���绡��

�����豸���̼�������
�õ�Ƭ45
���屣���绡��
l 벻������ص㼰Ӧ��
l �ɺ��Ӹ��ֲָġ���ɫ�����ͺϽ𣬺�������������
l ��ȫλ���Զ����ӡ�
l ������Ӱ����С���������ױ���
l �绡�ȶ����������ܣ��������ۡ�
l ������豸���ӣ����ӳɱ��ߡ�
벻�����Ҫ��������������ɫ�����ͺϽ�ֵĺ���,������þ���Ѽ���Ͻ����ȸ֡�����ֵȡ������ڵ��溸˫����Σ��������Ӻ��ӣ��ټ�벻����������ڱ��庸�ӡ�
�����豸���̼�������
�õ�Ƭ46
(��)CO2���屣����
1.���壺����CO2��Ϊ������������屣���������CO2����
CO2����
CO2�����ܶȴ���������ʹ���Ч���á���CO2�ڸ������ֽ�ΪCO��O�����ºϽ�Ԫ�ص��������۳ؽ����ķɽ���CO���ס�������CO2����Ҫ����99.8%��
�����豸���̼�������
�õ�Ƭ47
(��)CO2���屣����
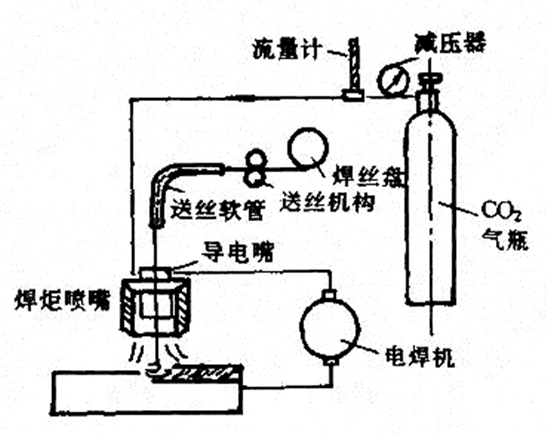
CO2���屣����ʾ��ͼ
�����豸���̼�������
�õ�Ƭ48
���屣���绡��
CO2��ʱ�ķɽ�
CO2+Fe = FeO+CO��
FeO�����۳غ��۵Σ����۳غ��۵��е�̼��Ӧ��
FeO+C = Fe+CO
���ɵ�CO���۳غ��۵�������������Ͷ����ƣ����·ɽ���
��ֹ�ɽ��Ĵ�ʩ
l CO2������H08Mn2SiA��˿�������������Ͻ�
l ���ö�·���ɺ�ϸ�������ɡ�
l Ϊʹ�绡�ȶ����ɽ��٣�CO2������ֱ�����ӡ�
l ���ú��衢�̡��ѡ����ĺ�˿����ֹ����������
l ����ҩо��˿��
�����豸���̼�������
�õ�Ƭ49
���屣���绡��
l 2.������̼���ص�
l ���ӳɱ��͡�
l ������Ӱ����С���������ױ��Σ����������á�
l �����ܶȴ�����Ч�ʸߣ�
l �������ܺã�����ȫλ�ú���
l ���ô����ʱ���ɽ��������ࡣ
l CO2���ɱ��ͣ������ʸߣ����������Ϻã���Ҫ���ڵ�̼�ֺ͵ͺϽ�ṹ�ֺ��ӣ������ڸ��ֺ�ȡ�
�����豸���̼�������
�õ�Ƭ50
�ġ������ӻ���

1. ���壺����ˮ������Ե绡�ľ������ã����û�еѹ��ЧӦ���绡ͨ������ϸС��ʱ�ı�������������ѹ��ЧӦ������������ǿ����ȴ�£����������������Ӻ͵��ӡ����������ļ��У��͵������ЧӦ�������������ӵĵ�����Ϊƽ�е����ߣ���ų�����ʹ�����߲�������������������绡ѹ��ΪϸС�ĵ������壬��ýϸ������ܶȵĵ����ӻ����к��ӵķ�����Ϊ�����ӻ�����
�����豸���̼�������
�õ�Ƭ51
�����ӻ��ص��Ӧ��
l �����ӻ������ܶȴ�105��106W/cm2���������¶ȸߣ�24000K���ϣ���������ǿ��10�� 12mm��ֲĿɲ����¿ڣ�һ�κ�˫����ͣ������ٶȿ죬�����ʸߣ�Ӧ������С��
l ����С��0.1Aʱ���绡�����ȶ�ȼ�գ��ܱ������õ�ֱͦ���뷽���ԣ����Կɺ��Ӻܱ��IJ��ġ�
l �����ӻ��������������ѹ㷺Ӧ�ã��ر��ǹ�����ҵ����˼������õ�ͭ�Ͻ𡢺Ͻ�֡��١��⡢�ܡ��ѵȽ����ĺ��ӡ����ѺϽ����塢���ƹܼ�Ĥ�С��ͼ̵���������������Ƿ⺸�Լ��ɻ���һЩ�������������õ����ӻ����ӡ�
�������ӻ������豸�Ƚϸ��ӣ����������ֻ�������ں��ӡ�
�����豸���̼�������
�õ�Ƭ52
�����ӻ���

�����豸���̼�������
�õ�Ƭ53
�� ��������
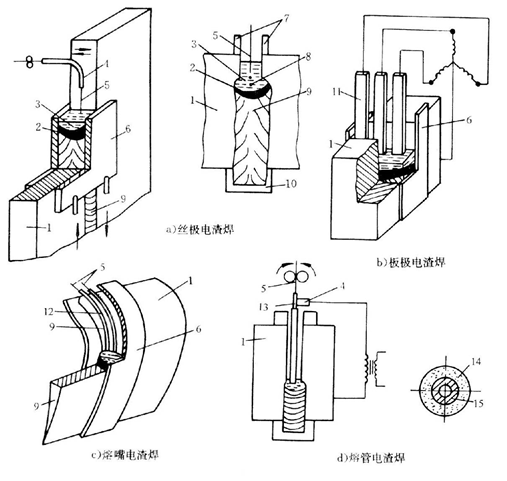
1.���壺���õ���ͨ������ʱ�����ĵ����ȼ��Ⱥ��ۻ���˿��ĸ�������к��ӵ�һ���ۻ�����������Ϊ˿�����弫��������۹ܵ�������
�����豸���̼�������
�õ�Ƭ54
�� ��������
l 2.�������ص�
l ���ڴ�ֱλ�ú���
l ���ڴ��ȼ����ӣ������ʸߣ����Ӳ���������
l ���ضԱ������нϺ�Ԥ�����ã����׳��ִ�Ӳ��֯
l ����ͣ��ʱ�䳤����֯�ִ�������������ͻػ��ȴ���
�������ϵ�����ڷ�Χ�������ڷ�ֹ�����ƵIJ���
�����豸���̼�������
�õ�Ƭ55
�� ��������
3.Ӧ��
�����������ڰ��40mm���Ͻṹ�ĺ��ӡ�һ������ֱ���캸�ӡ�Ŀǰ�����������ҹ�ˮ�ֻ���ˮѹ�������ֻ������ͻ�е����¯���졢ʯ�ͻ����ȴ����豸�����еõ��㷺ʹ�á�
������������̼�֡��ͺϽ��кϽ�ֺߺϽ���Լ������⣬Ҳ�����������������Ͻ�þ�Ͻ��Ѽ��ѺϽ��ͭ��
�����豸���̼�������
�õ�Ƭ56
l ��ѹ�������豸���ú��ӷ���
l ���ӽ�ͷ
l ����Ӧ�������
l ��ѹ�������豸���øֲĵĺ���
l ����ȱ�ݼ�������
�����豸���̼�������
�õ�Ƭ57
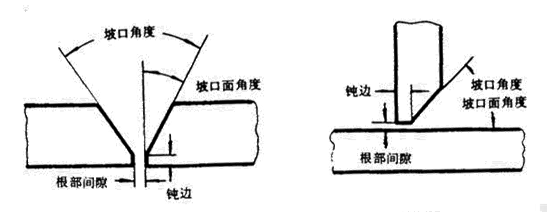
���ӽ�ͷ
һ�����ӽ�ͷ��ʽ
���ӽ�ͷ��ʽһ���ɱ�����������������ṹλ����������ͨ����Ϊ�Խӽ�ͷ����ӽ�ͷ���ǽӽ�ͷ��T�ֽ�ͷ�ȡ������ֽ�ͷ��ʽ�У��Խӽ�ͷ��ʡ���ϣ����ױ�֤������Ӧ���ֲ����ȣ�Ӧ����Ϊ�㷺������ǰ����װ������Ҫ��ϸߣ���ӽ�ͷ����������ͬһƽ���ϣ��˷ѽ���������ʱ����������Ӧ�������ڱ��庸���������ǽӽ�ͷ�ڹ���ֱ������ʱ���ã�һ��ֻ���������ö������ܹ����غɣ�T�ν�ͷ�ǽṹ��ֱ��������Ӧ����㷺��������ʽ���ڽṹ����ʱ�������������ʽ���ӽ�ͷ����Ҫ���ݺ����ṹ��״��ʹ��Ҫ������Ƚ���ѡ�����Ӧ�����¿ڼӹ����׳̶ȣ����ӷ�����������������ص�Ҫ��
�����豸���̼�������
�õ�Ƭ58
���ӽ�ͷ
l ÿ�ֽ�ͷ��ʽ�����в�ͬ���¿���ʽ��������ƻ�����Ҫ���ں����Ĵ�����λ�ӹ���װ���һ��������״�Ĺ��۳�Ϊ�¿ڡ�(�����¿ڹ��۵���ʽ�μ�GB��T3375-94���������)
l �¿���ʽ��ѡ����Ҫ�����������أ�
l ��֤��
l ����ں��첿λ�Ľ���������
l ����ʩ���������Ͷ���������ԲͲ����Ͳ�ں�����Ӧ������
l ���ٺ��ӱ�����
�����豸���̼�������
�õ�Ƭ59
1.�Խӽ�ͷ
����������������ͬһƽ�棨�������ڣ���ʹ���Ե��ԣ��ر�Եֱ�ߣ������ߣ����к��ӵĽ�ͷ�жԽӽ�ͷ��
�Խӽ�ͷ��������������ͷ��ʽ����ѹ�������豸����öԽӽ�ͷ��

l I�Σ�һ�����ڱ���
l V�Σ��ӹ����㣬�ĺ��ģ��� ���δ���ʩ��
l X�Σ��ӹ����ӣ�˫��ʩ�����DZ���С�����������
l U�Σ��ӹ����ӣ���������٣��DZ��νϴ�
l ˫U�Σ��ӹ����ӣ���������٣��DZ���С
�����豸���̼�������
�õ�Ƭ60
1.�Խӽ�ͷ
�ú����绡�����Ӱ����6mm���µĶԽӺ���ʱ��һ�����I���¿�ֱ�Ӻ��ӣ��������Ӻ�ȴ���3mm�Ĺ���ʱ���迪�¿ڣ������6mm��26mmʱ�����������¿ڣ������12mm��60mmʱ������˫���¿ڡ������¿ڵĿɺ��ԽϺã����������������Һ����ײ����DZ��Σ�˫���¿����Ⱦ��ȣ����ν�С������������ҲС������������ʩ������ʱ�ܹ����ṹ���ƣ�����ʵʩ��
���Ľ�ͷ��ʽ�뺸���绡��������ͬ����������ѡ�õĵ���������������ڰ��С��12mmʱ��ֱ�Ӳ���I���¿ڵ���ʩ�������С��24mmʱ��ֱ�Ӳ���I���¿�˫��ʩ����������ʱ�迪�¿ڡ�
�����豸���̼�������
�õ�Ƭ61
2.��ӽ�ͷ
���������������ڶ˲������Ǻ��Ľ�ͷ�ƴ�ӽ�ͷ��
��ӽ�ͷ���迪�¿ڣ�װ��Ҫ����ɣ�����������ӣ���ͷӦ���������أ���ѹ�������豸һ�㲻�����ô�ӽṹ��

�����豸���̼�������
�õ�Ƭ62
2.��ӽ�ͷ

������ʽ���Ĺװ��һ����ô�ӽṹ
�����豸���̼�������
�õ�Ƭ63
3.�ǽӽ�ͷ��T�ֽ�ͷ
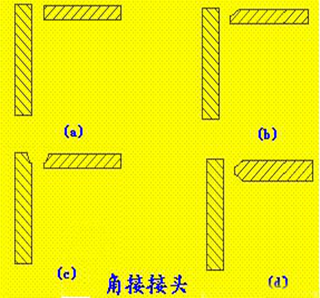
��������ֱ�ǻ�һ���Ƕȣ����������ӱ�Ե���ӵĽ�ͷ�ƽǽӽ�ͷ��
��������T���κ�����һ��Ľ�ͷ����T�ֽ�ͷ��
�ǽӽ�ͷ��T�ֽ�ͷ�������������豸�ӹܡ����������ס��ܰ塢���Ӻ�Ե�Ⱥ��ӡ�
�����豸���̼�������
�õ�Ƭ64
��.���ӽ�ͷ�����
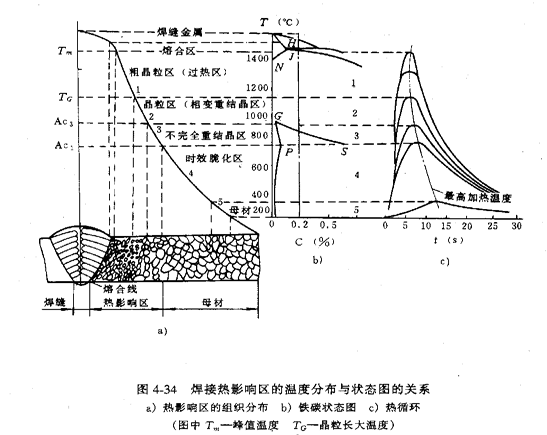
l �ۺ���Դ�ĸ��¼����ۻ���������������������������������Ȼ���켰���������������֯�����ܷ����仯��
l �����������ں��ӽ�ͷ������ϲ����ĺ������������
l �ۺ��������ۺ���������һ����խ�ĺ�������Ӱ�����Ĺ�������
��Ӱ����---�ܺ�����ѭ����Ӱ�죬���츽����ĸ���������÷�����֯�����ܱ仯������
�����豸���̼�������
�õ�Ƭ65
���ӽ�ͷ
��.�ص�
l ������Դ�ص㣺
l �����¶ȸߣ��ȴ��������¶�����100-200�棩
l �����ٶȿ�(���ȴ��������ٶȵļ�ʮ���������ٱ�)
l ����ͣ��ʱ���(�ֹ���ͣ��ʱ�����20��,���Զ���ʱ30-100��)
l ��Ȼ��ȴ���ȴ����ɸ���Ҫ�������ȴ�ٶȻ�����ȴ�����в�ͬ�ν��б���)
�ֲ�����(����Դ���ƶ�,�ֲ����ȵ����ķ�ΧҲ�ƶ�)
���ӽṹ�ָ����ȴ������Բ�ͬ��Ϊ����:����,���״���,�ֱ������ֺͲ��״��ֵ���֯�ֲ���
1.���״���:���̼��,ijЩ���״�Ӳ�ĵͺϽ��,��16Mn.15MoV.15MnTi��
�����豸���̼�������
�õ�Ƭ66
1.���״�����Ӱ����
�����豸���̼�������
�õ�Ƭ67
1.���״�����Ӱ����
l ���������ᾧ���۳ر��������ƽ����γ���״����̬��֯�������������ܽӽ������۳������׳������ʡ����ɵȡ�
l �ۺ���(����ȫ�ۻ���)��δ�ۻ��Ĺ�����֯�Ͳ����ۻ��Ľᾧ��̬��֯����Ȼ����ֻ��0.1mm-0.4mm�������Ǻ��ӽ�ͷ��Σ������֮һ��
l ���������־�������������Ӱ�죬�����ִ����Ժ������½�������Ӱ�캸����ͷ���ܡ�
l ���������ؽᾧ������������¶ȱ�Ac3�Ըߣ������ؽᾧϸ�������������֯����е���ܸ��ơ�
l �����������������¶ȱ�Ac1��Ac3�Ըߣ������Ͳ����������ؽᾧϸ����������С��������е�����Բ
�����豸���̼�������
�õ�Ƭ68
2.�״�����Ӱ����
l �״��֣����ǿ�֣����ȸ֣��������Ӱ��������֯�ֲ���ĸ�ĺ�ǰ�ȴ����йغ�ǰ�ȴ���.�˻�,����,����(���+�ػ�)
l �ۺ�����ͬ���״���
l ����ȫ��������������¶�AC3���۵�䣬�൱�ڲ��״��ֹ�����������������֯�Ӵִ���������ɵ�ϸС������
l ����ȫ�������AC1-AC3��������+��������֯
�ػ�������ǰ�˻𣬲�������֯�仯����ǰ���ʴ�������ûػ���֯
�����豸���̼�������
�õ�Ƭ69
���ӽ�ͷ
һ�㣬��̼�ֺ�������Ӱ������խ��Σ���Խ�С�������ֱ��ʹ�ã�����̼�ظֺ͵ͺϽ�ֺ���������ɽ�����������ϸ�����������ƻ�е���ܣ������������ȴ����ĺ�����������ȷѡ�ӷ�����������������С��Ӱ�����ķ�Χ��
���ӹ��������ղ��������ؿ��ܻ�������ף�H��N��CO��H2O��������(�����ơ��������ơ������ơ���״˺�ѡ�SCC)��δ�������������ӣ�O��N��S�����δ�ۺϡ�ƫ������ȱ�ݣ�λ������Ѩ���ѵȣ��ĺ���ȱ�ݣ�Ӱ�캸�ӽ�ͷ����
�����豸���̼�������
�õ�Ƭ70
l ��ѹ�������豸���ú��ӷ���
l ���ӽ�ͷ
l ����Ӧ�������
l ��ѹ�������豸���øֲĵĺ���
l ����ȱ�ݼ�������
�����豸���̼�������
�õ�Ƭ71
���ӱ��κͺ���Ӧ��
����Ӧ������β�����ԭ��
���ӹ��̵ļ��Ⱥ���ȴ�ܵ���Χ������ľ����������������ͺ�������
����ʱ���������������Ȳ��������Ȳ�λ������Ӧ����δ���Ȳ�λ�����ѹӦ������Ӧ���ﵽһ���̶ȣ��������ֱ��Ρ�
�Ժ������Ӧ���ֲ�
��Ե���ı���
�����豸���̼�������
�õ�Ƭ72
���ӱ��κͺ���Ӧ��

ƽ�庸�ӹ����е�Ӧ��������γ�ԭ��ʾ��ͼ
�����豸���̼�������
�õ�Ƭ73
���ӱ��κͺ���Ӧ��
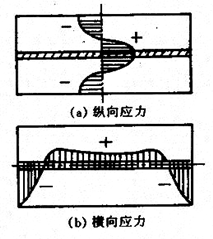
��������ı�����ʽ��Ҫ�У�
�ߴ��������DZ��Ρ��������Ρ�Ť�����Ρ����˱��εȡ�

�����豸���̼�������
�õ�Ƭ74
���ӱ��κͺ���Ӧ��
l ���ӱ�����Ӧ����Σ��
l �������Ӻ�������κ�Ӧ���Խṹ�������ʹ�û��������Ӱ�졣
l �������ӱ��Σ�����ʹ���ӽṹ�ߴ粻��Ҫ����װ���ѣ���϶��С��һ�µȣ��Ӷ�Ӱ�캸��������
l ���Ӳ���Ӧ�������ӹ�������ʱ����Ӧ�������ͳ��������������������ƣ�������ɴ�ϣ�Ӧ���Ĵ��ڻ��շ�Ӧ����ʴ���ơ�
����Ӧ����һ�ֲ��ȶ�״̬����һ�������»�˥��������һ���ı��Σ�ʹ�����ߴ粻�ȶ������Լ��ٺͷ�ֹ���ӱ��κ�Ӧ����ʮ�ֱ�Ҫ�ġ�
�����豸���̼�������
�õ�Ƭ75
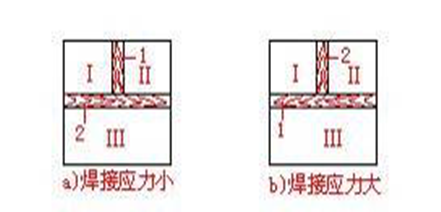
����Ӧ���ķ�ֹ
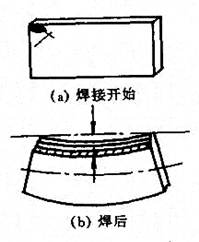
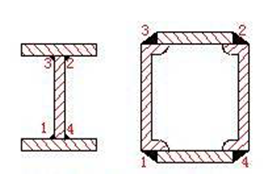
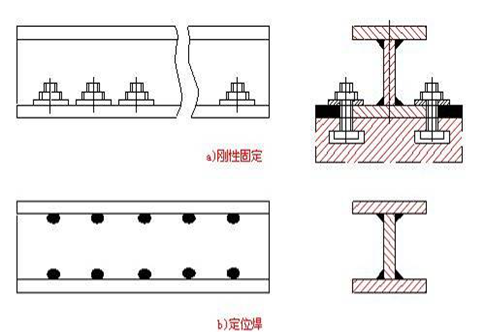
l ��ȡ������װ��ͺ���˳��ʹ�����ܹ����ɵ��������Լ���Ӧ������ͼb���Ⱥ�����1���¶Ժ���2�ľ��������ӣ����������Ӧ����
l ��ǰԤ�ȿ��Լ��ٹ����²Ҳ�ܼ��ٲ���Ӧ����
l ����С��������㺸��Ҳ�ɼ��ٺ���Ӧ����
�����豸���̼�������
�õ�Ƭ76
����Ӧ��������
l �ȴ������������������Ӧ�����˻����������Ӧ����
l ��е���������컹���ڽϸ��¶�ʱ����������ʹ�����쳤��Ҳ�ܼ��ٺ��Ӳ���Ӧ����
l ������Ƶ����Ӧ��
�����豸���̼�������
�õ�Ƭ77
���ӱ��εķ�ֹ������
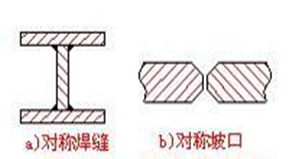
l ����ԳƲ���
l ���÷����η���

�����豸���̼�������
�õ�Ƭ78
���ӱ��εķ�ֹ������
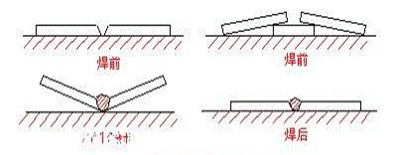
l ���öԳƺ��ͷֶε��˺�

l ���ö���������ܼ��ٺ��ӱ���
�����豸���̼�������
�õ�Ƭ79
���ӱ��εķ�ֹ������
l ���ú�ǰ���Թ̶���װ���ӣ����Ʋ������ӱ��Σ�������������ϴ�ĺ���Ӧ�������ö�λ����װҲ�ɷ�ֹ���ӱ��Ρ�

�����豸���̼�������
�õ�Ƭ80
���ӱ��εķ�ֹ������
l ���صĺ��ӱ���Ӧ�����������û�е��������ͨ��
ֻ�������Ժõĵ�̼�ֺ���ͨ�ͺϽ�֡�
�����豸���̼�������
�õ�Ƭ81
���ӱ��εķ�ֹ������
l ��������������û�����ȵ��ȱ��η�����һ
��Ҳ�����������Ժã�����Ӳ����IJ��ϡ�
�����豸���̼�������
�õ�Ƭ82
l ��ѹ�������豸���ú��ӷ���
l ���ӽ�ͷ
l ����Ӧ�������
l ��ѹ�������豸���øֲĵĺ���
l ����ȱ�ݼ�������
�����豸���̼�������
�õ�Ƭ83
��ѹ�������豸���øֲĵĺ���
һ���ֲĵĺ�����
����̼�ظֵĺ���
�����ͺϽ�ֵĺ���
�ġ�����ֵĺ���
�����豸���̼�������
�õ�Ƭ84
�ֲĵĺ�����
l �����ԣ�����һ�����ӷ��������Ӳ��ϡ����ղ������ṹ��ʽ�������£�������ʺ��ӽ�ͷ�����׳̶ȣ�����Ժ��Ӽӹ�����Ӧ�ԡ�
l ������һ������������棺
1. ���պ����ԣ���Ҫָ�ڸ����ĺ��ӹ��������£��γ���ú��ӽ�ͷ���������ر��ǽ�ͷ�Բ������Ƶ������ԣ�Ҳ�ƿ����ԣ�
l ʹ�ú����ԣ��ڸ����ĺ��ӹ��������£����ӽ�ͷ��ʹ�������°�ȫ���е��������������ӽ�ͷ����ѧ���ܺ������������ܣ������¡���ʴ����ƣ�͵ȣ���
�������ǽ����Ĺ��������ں��ӹ����еķ�ӳ���˽⼰���۽������ϵĺ����ԣ��Ǻ��ӽṹ��ơ�ȷ�����ӷ������ƶ����ӹ��յ���Ҫ���ݡ�
�����豸���̼�������
�õ�Ƭ85
�ֲĵĺ�����
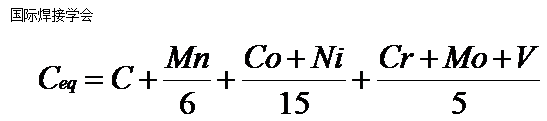
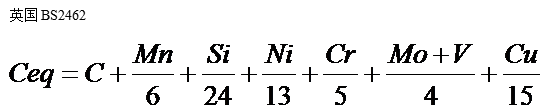
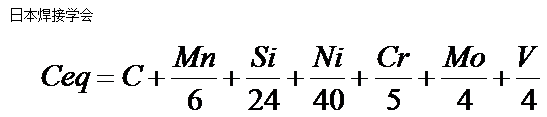
�������ֵĺ�������������
���Ǻ��ӽṹ����õĽ������ϣ���������ֵĺ������Ե���Ϊ��Ҫ�����ڸֵ������������仯ѧ�ɷ������й�ϵ����ˣ����Ը��ݸֵĻ�ѧ�ɷ������亸���Եĺû���ͨ����Ӱ������̼��Ϊ����Ԫ�أ��������Ͻ�Ԫ�ص����������Ժ����Ե�Ӱ���ۺϳ�̼���൱����������̼�����������������Ͻ�Ԫ�ص��൱��������֮�ͳ�Ϊ̼���������������ֵĺ����Ե�һ���ο�ָ�ꡣ
�����豸���̼�������
�õ�Ƭ86
̼������Carbon Equivalent)��ʽ
�����豸���̼�������
�õ�Ƭ87
�ֲĵĺ�����
1. ʽ�У���Ԫ�ص�����������ȡ��ɷַ�Χ�����ޡ�
1. ̼����Խ�ߣ���������Խ�ֵĺ�����Խ�һ����Ϊ��
l Ceq<0.4%ʱ���ֵĴ�Ӳ����������,����������
l Ceq=0.4%��0.6%ʱ���ֵĴ�Ӳ����������������,�����Խϲ�,����ʱ��Ҫ��ȡһ����Ԥ�ȡ�����ȹ��մ�ʩ���Է�ֹ�������ƣ�
l Ceq>0.6%ʱ���ֵĴ�Ӳ�������������أ������Ժܲһ�㲻�����������ӽṹ��
̼������ʽ�����ڶԲ��Ϻ����ԵĴ��Թ��㣬��ʵ�������У�Ӧͨ��ֱ�����飨���������飩��ģ��ʵ������µĽṹ��Ӧ��״����ʩ�����������Լ��Ϻ��ӣ��۲��Լ��Ŀ������������ϱ�Ҫ�Ľ�ͷʹ�����������������(���ӹ�������)��
�����豸���̼�������
�õ�Ƭ88
���ӹ�������
�ֲĺ�����Ӱ�����غܸ��ӣ�������һϵ�����������Ե����飬����Թ̶��ԽӺ��������顢бY���¿ں����������顢ʮ�ֽ�ͷ��������ȡ�Ϊ����֤���ӹ����ԣ��ں�������Ļ���������к��ӹ���������
���ӹ���������Ŀ�ģ����ܣ�
����֤ʩ����λ�ⶨ�ĺ��ӹ��յ���ȷ�ԣ�
������ʩ����λ���ƺ��ӽ�ͷ��ʹ�����ܷ������Ҫ���
������
���ӹ���������Ŀ�������������ϸ�Ĺ��գ����ӽ�ͷ��ʹ������Ҫ����Ҫ��
�õ�Ƭ89
���ӹ�����������
�õ�Ƭ90
���ӹ����������ж����������
l 1�����ӹ�������
l ��Ҫ���أ�Ӱ�캸�ӽ�ͷ����ǿ�Ⱥ��������ܡ�������κ�һ����Ҫ�����Ƕ���Ҫ�����������ӹ��ա�
l �������أ�Ӱ�캸�ӽ�ͷ������ԡ������ʱ���ɰ����ӻ����IJ�������������������Լ��������顣
��Ҫ���أ���Ҫ��ⶨ����ѧ����������Ӱ�졣�����ʱ������Ҫ�����������ӹ��գ��������±��ƺ��ӹ���ָ���顣
�õ�Ƭ91
���ӹ����������ж����������

2��ĸ��
��ͬ��ĸ�Ŀ������
���-2�����ڢ�-1ĸ��
��ͬ����У�����������ڸ������������ɵ����ֽ�ͷ
�ﲻͬ�����ɵ����ֽ�ͷ����ʹ�ѷֱ�������Ҳ�������������ࣨ�飩��Ϊ����-1�� ��-2�����ڸ�����������ĸ����ɵ����ֽ�ͷ
�õ�Ƭ92
���ӹ����������ж����������
l 3�������Լ����༰���
l ��ĶԽ������ڹܲĶԽӣ���֮��Ȼ��
l �ܰ�ǽ������ڰ�Ľǽӣ���֮��Ȼ��
�Խ������ڽǽӡ�
�õ�Ƭ93
���ӹ����������ж����������
4�����ӷ���
5����������
6���ȴ���
7���Լ����
�õ�Ƭ94
����̼�ظֵĺ���
l Q235��10��15��20�ȵ�̼����Ӧ����㷺�ĺ��ӽṹ���ϣ������京̼������0.25%�����Ժܺã���Ӳ����С�����ײ������ƣ����Ժ�������á�����ʱ���κκ��ӷ���������ͨ�ĺ��ӹ��ռ��ɻ�����ʵĺ��ӽ�ͷ��������ʩ���������ṹ��ʽ��ͬ������ʱ����ע���������⣺
l ��1���ڵ��»����º��Ӻ�ȴ��Դ�Ľṹʱ��Ӧ�ý���Ԥ�ȣ��������ײ������ơ�
l ��2����Ҫ�ṹ����Ҫ����ȥӦ���˻�����������Ӧ����
��̼�ֶԺ��ӷ�������û�����ƣ�Ӧ���������ֹ��绡�����������屣���绡���͵��躸�����õ绡��ʱ�����Ӳ��ϵ�ѡ��μ�����
�����豸���̼�������
�õ�Ƭ95
����̼�ظֵĺ���
��̼�ֺ��Ӳ��ϵ�ѡ��
|
���ӷ��� |
���Ӳ��� |
Ӧ����� |
|
�ֹ��绡�� |
J421��J422��J423�� |
һ��ṹ |
|
J426��J427��J506��J507�� |
���ܶ��غɡ��ṹ���ӻ�����Ҫ�ṹ |
|
�� |
H08 ��HJ430��H08A ��HJ431 |
һ��ṹ |
|
H08MnA ��HJ431 |
��Ҫ�ṹ |
|
CO2���屣���� |
H08Mn2SiA |
һ��ṹ |
�����豸���̼�������
�õ�Ƭ96
��̼�ֵĺ���
l ��̼����0.25%��0.60%֮�����̼�֣���һ���Ĵ�Ӳ�����ӽ�ͷ���ײ��������ԵĴ�Ӳ��֯�������ƣ������Խϲ��̼�ֵĺ��ӽṹ��Ϊ�ͼ������ּ�������в�����
l ���ӷ������ֹ��绡����
l ����ѡ�ã������Ժõĵ����ͺ�������J426��J427��J506��J507�ȣ��������е�ǿ��Ҫ��ʱ��ѡ���൱ǿ�ȼ���ĺ��������ڲ�����Ҫ���ǿ�ȵĽ�ͷ����ѡ��ǿ�ȼ���͡����Ժõĺ������Է�ֹ���ƵIJ�����
����ʱ��Ӧ��ȡ��ǰԤ�ȡ�������ȴ�ʩ�Լ�С��Ӳ����С����Ӧ������ͷ�����¿ڽ��ж�㺸������ϸ����С���������Լ���ĸ�Ľ�����������,������������
�����豸���̼�������
�õ�Ƭ97
��̼�ֵĺ���
��̼�ֵĺ�̼������0.60%���亸���ص�����̼�ֻ�����ͬ������Ӳ����������������Ը��һ������ֲ��������캸�ӽṹ����������ֹ��绡������������������һЩ��������ʱ��Ӧע�⺸ǰԤ�Ⱥͺ����䡣
�����豸���̼�������
�õ�Ƭ98
�ͺϽ�ֵĺ���
�ͺϽ�ֺ��Ӿ������ֵ�����
��1�� ������ ������ָ���ӹ����У��������Ӱ����������ȴ�������߸����ĸ����������ĺ������ơ���ԭ�����ڵͺϽ�ֵĺ��ӹ�����ͭ���𡢵���Ԫ�س�Ϊ�γ����Ƶ�����Ԫ�ء�
��2�� ������ ���ӽ�ͷ��ȴ���ϵ��¶��£����ڸ���˵��Ms�¶����£�ʱ�����ĺ������Ƴ�Ϊ�����ơ������Ƴ������ڸ�ǿ�ȸֵĺ��ṹ�С���ԭ���ǽ�ͷ�ĸնȴ���ɵľֲ�Ӧ��������ȴ��������������ۼ���ɾֲ�Ӧ�������˸ֵ�ǿ�ȼ��ޡ�
��������Ҫ�أ���ɢ�⣬��Ӳ��֯������Ӧ��
��3�� �� �ں�������������ϣ����ֵ�����Ŀ״��һ�ְ�ɫԲ�ΰߵ��Ϊ�㡣�����ԭ���Ǻ��ӹ����������˹������⣬���ֳ���㡣
�ͺϽ�ֺ�����Ҫ���ݲ�ͬ�ֺŵ�������ȼ�ѡ�Ӳ��ϣ�Ӧ���ص�ǿ�ȣ�ijЩ�ֺ�Ӧ���dzɷ���ͬ�������ԭ���ں�ȴնȴ�Ĺ������ڵ����º���ʱӦ����ʹ�õ����ͺ�������ǰ����Ԥ�ȵȣ��ϸ��պ��ӹ��չ淶ʩ����
�����豸���̼�������
�õ�Ƭ99
�ͺϽ�ṹ�ֵĺ���
l �ͺϽ�ṹ�ְ�������ǿ�ȿ��Է�Ϊ�ż���300��350��400��450��500��550��600��700��800MPa��
l ǿ�ȼ����400MPa�ĵͺϽ�ṹ�֣�Ceq<0.4%�����������ã��亸�ӹ��պͺ��Ӳ��ϵ�ѡ�����̼�ֻ�����ͬ��һ�㲻���ȡ����Ĺ��մ�ʩ��ֻ�к����Ϻṹ�նȽϴ�ͻ����¶Ƚϵ�ʱ���Ž��к�ǰԤ�ȣ�����������ơ�
ǿ�ȼ����450MPa�ĵͺϽ�ṹ�֣�Ceq>0.4%�����ڴ�Ӳ���������⣬�亸��������̼���൱������ʱ��Ҫ��ȡһЩ���մ�ʩ���纸ǰԤ�ȣ�Ԥ���¶�150�����ң����Խ�����ȴ�ٶȣ�������ִ�Ӳ��֯���ʵ����ں��ӹ��ղ��������Կ�����Ӱ��������ȴ�ٶȣ���֤���ӽ�ͷ����������ܣ������ȴ�������������Ӧ�����������ѡ�
�����豸���̼�������
�õ�Ƭ100
�ͺϽ�ṹ�ֵĺ���
�ͺϽ�ṹ�ֺ�̼���ϵͣ��������ƽ��ϣ��ֹ��绡�����������屣�����͵������������ڴ���ֵĺ��ӣ����ֹ��绡�������ϳ��ã�ѡ�Ӳ���ʱ��ͨ���ӵ�ǿ��ԭ�������Ϊ����߿����ԣ�����ѡ�ü��Ժ����ͼ��Ժ��������ڲ�Ҫ���ĸ�ĵ�ǿ�ȵĺ��������ѡ��ǿ�ȼ����Ե͵ĺ��Ӳ��ϣ���������ԣ��������ѡ�
�����豸���̼�������
�õ�Ƭ101
����ֵĺ���
������ж����в�����12%�ĸ��������������̡���ȺϽ�Ԫ�أ��Ա�֤�������Ժ���ʴ�ԡ�����֯״̬������ֿɷ�Ϊ�����岻��֡������岻��ֺ������岻��ֵȣ����������岻��ֵĺ�������ã��㷺����ʯ�͡����������������ա�ҽҩ���DZ��Ȳ��ŵĺ��ӽṹ�У������ƺ���1Cr18Ni9��1Cr18Ni9Ti��0Cr18Ni9�ȡ�
�����豸���̼�������
�õ�Ƭ102
����ֵĺ���
l ��һ�������岻��ֵĺ�����
�����岻��ֺ��Ӽ������ں��ӽ�ͷ���������丯ʴ����ԭ���Ǻ���ʱ����450��850���¶ȷ�Χͣ��һ��ʱ��Ľ�ͷ��λ���ھ��紦�����߸�̼���Cr23C6�������������㺬�������ͣ��γ�ƶ�������ڸ�ʴ���ʵ������£����������ƶ�����ܵ���ʴ���γɾ��丯ʴ����ʱ����ʴ�ĺ��ӽ�ͷ���������Ա仯������ʱ����ؾ�����ѣ�������ȫʧȥǿ�ȡ�Ϊ��ֹ�ͼ��ٺ��ӽ�ͷ���ľ��丯ʴ��Ӧ�ϸ���ƺ�������ĺ�̼�������ó���̼�ĺ��Ӳ��Ϻ�ĸ�ġ����ú�����������̼�γ��ȶ��������Ԫ����Ti��Nb�ȣ�Ҳ�ɷ�ֹƶ������IJ�����
�����豸���̼�������
�õ�Ƭ103
����ֵĺ���
l �����岻��ֺ��ӵ���һ�������������ơ���������Ҫԭ���Ǻ����е���֦��������ǿ��������S��P��Ԫ�صĵ��۵㹲��������γɺ;ۼ���
l ���⣬����ֵĵ���ϵ��С��ԼΪ��̼�ֵ�1/3��������ϵ���ȵ�̼�ִ�50%�������Ժ���Ӧ��Ҳ��ֹ�İ취��ѡ�ú�̼���ܵ͵�ĸ�ĺͺ��Ӳ��ϣ����ú�����Mo��Si���������γ�Ԫ�صĺ��Ӳ��ϣ�ʹ�����γɰ�������������˫����֯������ƫ����
ע�������塢�����岻��֣������ƣ��
�����豸���̼�������
�õ�Ƭ104
����ֵĺ���
�����������岻��ֵĺ��ӹ���
һ���ۺ������������ڰ����岻��ֵĺ��ӣ�Ŀǰ�����ϳ��õķ������ֹ��绡����벻����������ں��ӹ����ϣ���ҪӦע���������⣺
��1������С���������ٺ�������Ч�ط�ֹ���丯ʴ�������Ƶ�ȱ�ݵIJ�����һ�㺸�ӵ���Ӧ�Ⱥ��ӵ�̼��ʱ��20%��
��2�����ӵ绡Ҫ�̣��Ҳ�������ڶ����Լ��ټ��ȷ�Χ�������洦���������쾡��һ�κ��꣬�Ա�֤��ʴ�ԡ�
��3����㺸ʱ��Ӧ��ǰ��һ������60�����£��ٺ���һ�㡣˫�溸ʱ�Ⱥ��ǹ����棬���븯ʴ���ʽӴ��Ĺ����档
��4�����ھ��丯ʴ������������ʱ���ɲ���ǿ����ȴ����Ҫʱ�ɽ����ȶ��������������������丯ʴ�Ŀ����ԡ�
�����豸���̼�������
�õ�Ƭ105
l ��ѹ�������豸���ú��ӷ���
l ���ӽ�ͷ
l ����Ӧ�������
l ��ѹ�������豸���øֲĵĺ���
l ����ȱ�ݼ�������
�����豸���̼�������
�õ�Ƭ106
����ȱ�ݼ�������
l һ. ����ȱ�ݵ�Σ���ԣ�
l ����ȱ�ݶԳ�ѹ�豸��ȫ��Ӱ����Ҫ�������������棺
l ����ȱ�ݵĴ��ڣ������˺���ij��ؽ����������������ǿ�ȡ�
l ����ȱ���γ�ȱ�ڣ�ȱ�ڼ�˻ᷢ��Ӧ�����кʹ�������ײ����ѽʲ���չ��
ȱ�ݿ��ܴ�Ͳ�ڣ�����й©��Ӱ�������ԡ�
�õ�Ƭ107
����ȱ�ݼ�������
l 2. ����ȱ�ݷ��ࣺ
l �Ӻ���Ͽ����ɷ�Ϊ���ơ�δ�ۺϡ�δ�������������ס�����״ȱ�ݣ��ֳƺ����������ȱ�ݻ�н�ͷ�ļ��γߴ�ȱ�ݣ���ҧ�ߣ������ȡ��ڵ�Ƭ�ϻ��������е���ˣ�ĥ�ۣ����ɽ�����ʴ���������Ǻ���ȱ�ݡ�
l �����Ͽ����ɷ�Ϊ����ռ�ͼ�϶ԭ�ӵĵ�ȱ�ݣ�λ���Ե���ȱ�ݣ��Լ��������ȱ�ݡ���ȱ���Ƿ�չΪ���ȱ�ݵ��������ء�
���ں����ڲ�ȱ�ݣ������ơ�δ�ۺϡ�δ�������������ȣ����ɼ����Ա�����������ֶ������������
�õ�Ƭ108
����ȱ�ݼ�������
l �ں��ӹ����У����ӽ�ͷ�����������ȱ���Dz��ɱ���ģ�������Ӧ���뷽�跨��ȱ�ݿ��Ƶ�����ȡ��������ȱ����ҧ�ߡ����������ݡ�δ�����ȡ��ڴ���Ҫ�����ڲ�ȱ�ݡ�
l 1.���ƣ��������ƣ���
l �ں���Ӧ���������´����ع�ͬ�����£����ӽ�ͷ�оֲ������Ľ���ԭ�ӽ������ƻ����γɵ��½����������϶����Ϊ�������ơ�
l �����м����ȱ�ںʹ�ij���������
l ���䷽��ɷ�Ϊ�������ơ��������ƣ�����״����״������
l �������IJ�λ�ɷ�Ϊ�������ơ��������ƣ��ۺ������ơ���ֺ���Ƽ��������ơ�
l ���������¶ȿɷ�Ϊ�����ƣ���ᾧ���ơ�Һ�����Ƶȣ��������ƣ����������ơ���״˺�ѵȣ��Լ��������ơ�
�õ�Ƭ109
����ȱ�ݼ�������



�õ�Ƭ110
����ȱ��(����)�ڵ�Ƭ����ò
l �����ڵ�Ƭ�ϵ���ò��
l 1) ��ϸ�������Դ����ݼ��в�״ϸ�ƣ����˼�ϸ���ڶ���Į��ʧ����ʱ����ͷǰ����˿״��Ӱ���졣
l 2) ���Ƴ�һ��ֱ��ϸ�ƣ��������������˳��ϼ�ϸ���в��Կ������з�֦����Եû����״����
l 3) ���������ƣ��ڶȽ�dz��
l ���Ƶļ���Ͷ��������������Dz����ģ���Ҫʱ��Ҫ����������ֶΣ����ڳ�����̽�˺ʹ���̽���������֤��
�õ�Ƭ111
����ȱ�ݼ�������
l 2.δ �� ��
l ��ָ�ۺ�ʱ��������ĸ��֮����뺸��֮�䣬δ��ȫ�ۻ���ϵIJ��֡�
l �㺸ʱĸ����ĸ��֮��δ��ȫ�ۻ���ϵIJ��֡�
l δ�ۺϿɷ�Ϊ�¿�δ�ۺϡ�����֮��δ�ۺϣ��������δ�ۺϣ����������δ�ۺϡ������ɷֲ�ͬ���ɷ�Ϊ��ɫδ�ۺϣ�����϶����������������ɫδ�ۺϣ��������ģ���
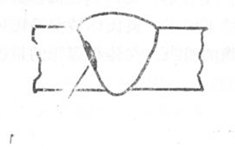
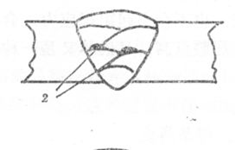
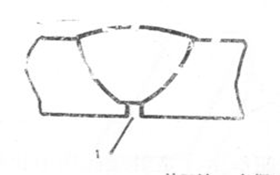
1.����δ�ۺ� 2 ���δ�ں� 3��V�¿ڸ���δ�ں� 4 X�¿ڸ���δ�ں�
�õ�Ƭ112
����ȱ�ݼ�������
δ�ۺ���һ�����������Ƶļ���Σ�յ�ȱ�ݡ�δ�ۺϱ�������һ���麸�� �ڽ����غɹ���״̬�£� Ӧ�����У������ѣ�����Σ��ȱ��֮һ��
l δ�ۺ��ڵ�Ƭ�ϵ���ò��
l ����δ�ۺϵĵ���Ӱ����һ��ϸֱ���ߣ��ߵ�һ�����������ҺڶȽϴ�Ϊ�¿ڶ۱ߺۼ�����һ���������ܽϹ���Ҳ���ܲ�������δ�ۺ��ڵ�Ƭ�ϵ�λ��Ӧ�Ǻ��������ͶӰλ�ã�һ���ں����м䣮���¿���״��ͶӰ�Ƕȵ�ԭ��Ҳ����ƫ��һ�ߡ�
�¿�δ�ۺϵĵ���Ӱ��������������ĺ��ߣ����Ȳ�һ���ڶȲ����ȣ�һ���������룬�ڶȽϴ���һ�����������ڶȽ�С���ڵ�Ƭ�ϵ�λ��һ���ں�����������Ե��1��2�����غ����������졣
�õ�Ƭ113
����ȱ�ݼ�������
l 3. δ ��
l ����ʱ��ͷ����δ��ȫ��������Ҳ���Ǻ����ļ�϶��۱�δ���ۻ������µļ�϶������ĸ�Ľ���֮��û���ۻ��������۷����û�н����ͷ�ĸ�����ɵ�ȱ�ݡ�
l δ���ɷ�Ϊ˫�溸δ���͵��溸δ������
l
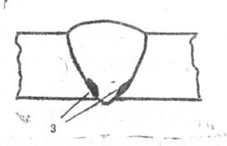
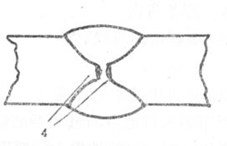
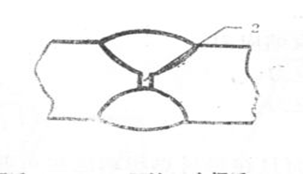
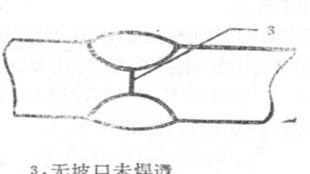
1. ��V�¿�δ�� 2��X�¿�δ�� 3�����¿�δ��
�õ�Ƭ114
����ȱ�ݼ�������
l δ���ڵ�Ƭ�ϵ���ò��
l δ���ڵ�Ƭ����λ�ں����м䣬����ȱ���ڵ�Ƭ������ʾ��ò�DZ�ֱһ�����ߣ�����������������С�����״���״�����խȡ���ڶԷ��϶�Ĵ�С����ʱ�Է��С���ڵ�Ƭ��һ����ϸ���ߣ������ƣ�����β�ҡ���Ӱ�ĺڶȾ��ȣ��������������м��������װ���ʱ����Ȼ�����Ŀ��Ⱥͺڶ��ھֲ������ı䣬����������������һ��ֱ�ߡ�
��ʱ��������ֱ�ĺ����ӡ������أ�Ҳ������ں���ı�Եһ��
�õ�Ƭ115
����ȱ�ݼ�������
l 4.�� ��
l ������ָ��������в��������������������γɵ�ȱ�ݣ��Լ���������ں����еĽ���������
l �����Ǻ��ӹ����бȽ����ײ�����ȱ�ݣ�ͨ�����Բ����ں�������е��ۼ��γɵļ�����Ϊ������
l �ۼ���������ָ����ҩƤ������������� �ļ����
l ������������ָ��������в����Ľ��������� �磺�ٽ�����
�����ں����е���״�У�������״��������״��������״�������ܼ������� ��
�õ�Ƭ116
����ȱ�ݼ�������
l �����ڵ�Ƭ�ϵ���ò
l �ǽ��������ڵ�Ƭ�ϵ�Ӱ���Ǻڵ㣬������ڿ飬��״�����ڶȱ仯���ɣ������������еĴ���ǡ�
l �ǽ����������ܷ����ں����е��κ�λ�ã���״���������췽����뺸��ƽ�С�
�ټ����ڵ�Ƭ�ϵ�Ӱ����һ���㣬�����ٶ����ߵ�����ϵ���ܴ���˰�ĺڶȼ�С����������
�õ�Ƭ117
����ȱ�ݼ�������
l 5. �� ��
l ������ָ����ʱ���۳��е�����������ʱδ���ݳ����������������γɵĿ�Ѩ��
l ���ɷ�Ϊ����״���ס���ס����ף����ֲ��ɷ�Ϊ�ܼ����ף����ȡ�
l ���ײ�����λ����״
�������������������֣�С�ĺ�С���������²��ܿ�������Ŀɴ��6mm���ϡ����������������۽���Һ̬�����ڣ�����ȴ�н����۽�Ƚ��ͣ�����������ͼ��������������������ᾧ��������ʹ������˳�����ݳ��������ڽ����ڣ��γ��������ף������ڱ����γ������ס�
�õ�Ƭ118
����ȱ�ݼ�������

�õ�Ƭ119