|
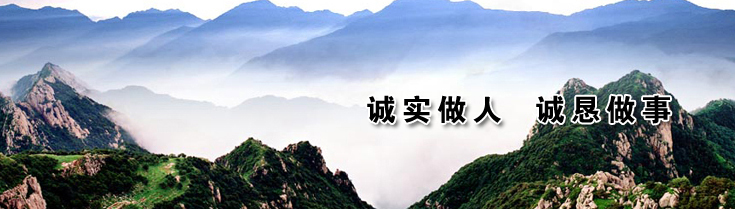
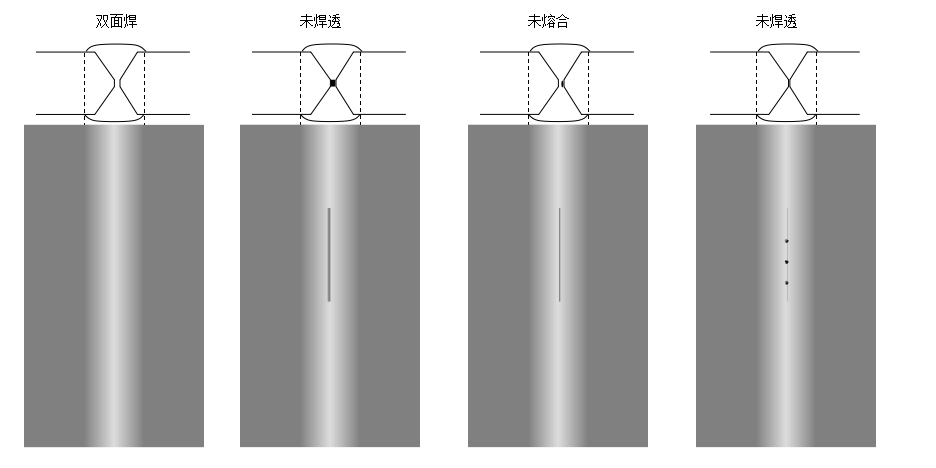
未焊透 |
|
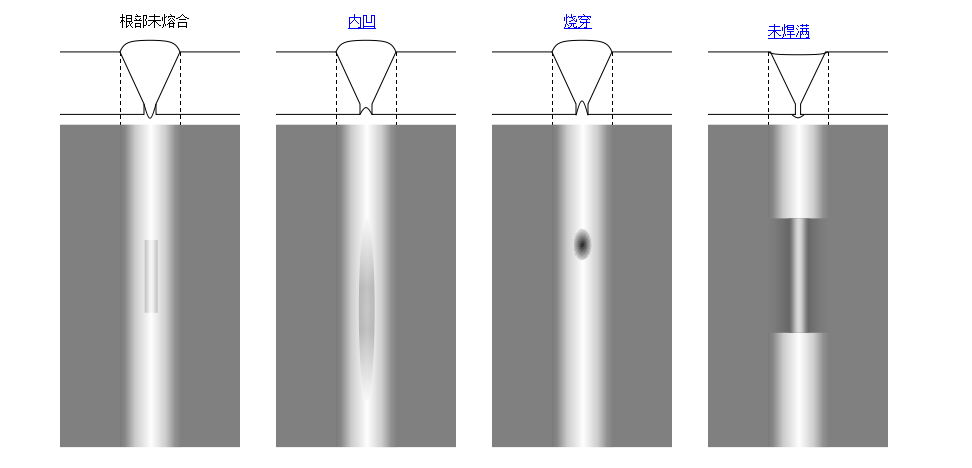
1.只能看到一条直线;
2.内焊道一半黑一半白。
3.存在未焊透时无内焊道,单侧未焊透有一半内焊道。 |
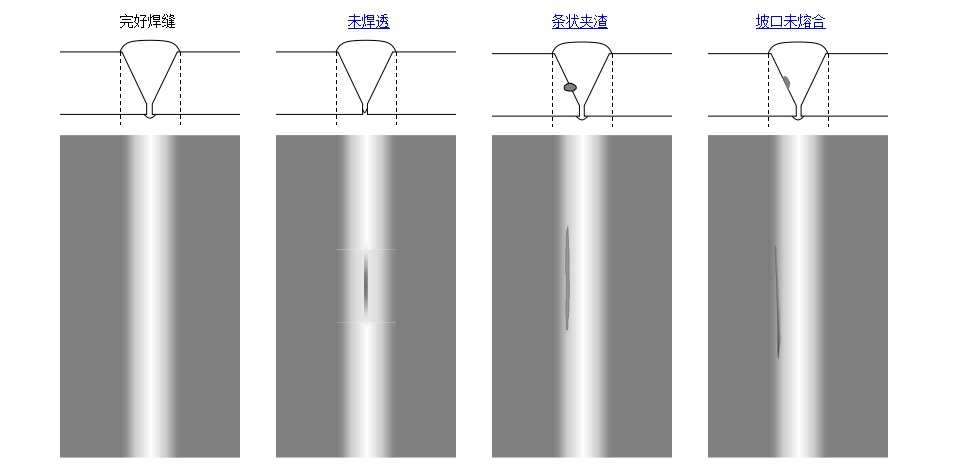
1.只能看到一条直线;
2.内焊道一半黑一半白。
3.存在未焊透时无内焊道,要部未熔合有一半内焊道。 |
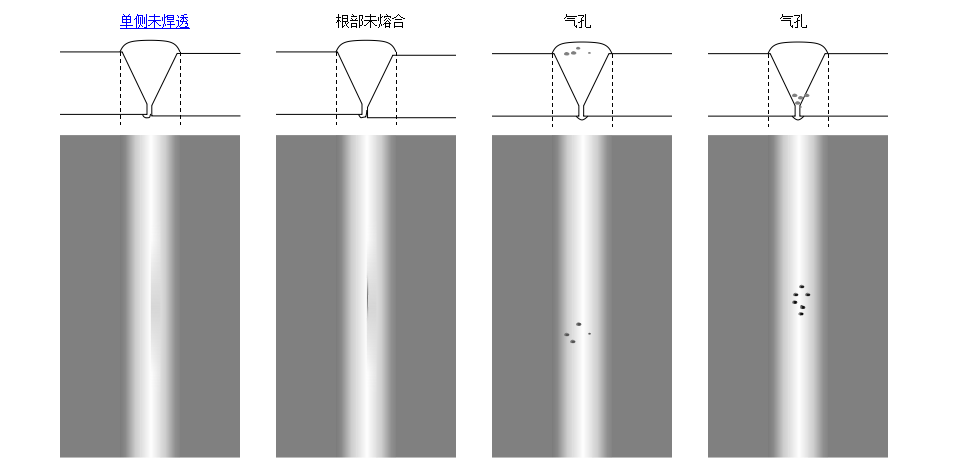
1.未焊透无内焊道,内凹有,且内凹与内焊道宽度一致;
2.未焊透有两条直界线,内凹无。 |
1.未焊透无内焊道,内咬有,且内咬与内焊道宽度一致;
2.未焊透有两条直界线,内咬无,内咬沿内焊道边缘与焊纹一致。 |
未焊满在外表面,宽度一般比外焊道稍窄。 |
|
单侧 未焊透 |
|
|
根部未熔合直线为一条黑线,单侧未焊透直线则只是界线 |
内凹宽度与内焊道一致,单侧未焊透只有一半内焊道,内凹无直边。 |
内咬边无直边,内焊道完整,单侧未焊透只有一半内焊道。 |
|